

|
原材(cái)料
|
供貨商
|
規模
|
合作期
|
|
PPH顆粒料
|
北歐化工
|
全球塑料頂尖供應商
|
20年
|
|
PPH板材
|
北歐化工
|
全球塑(sù)料頂尖供(gòng)應商
|
20年
|
|
PPH板材
|
德國新(xīn)美樂
|
塑料供應(yīng)商的“勞斯萊斯”
|
20年
|
|
PPH板材
|
金天成
|
30年生產經驗,貨到全國
|
15年
|
|
PPH管道
|
+GF+
|
瑞士著名(míng)的(de)工業巨頭
|
20年
|

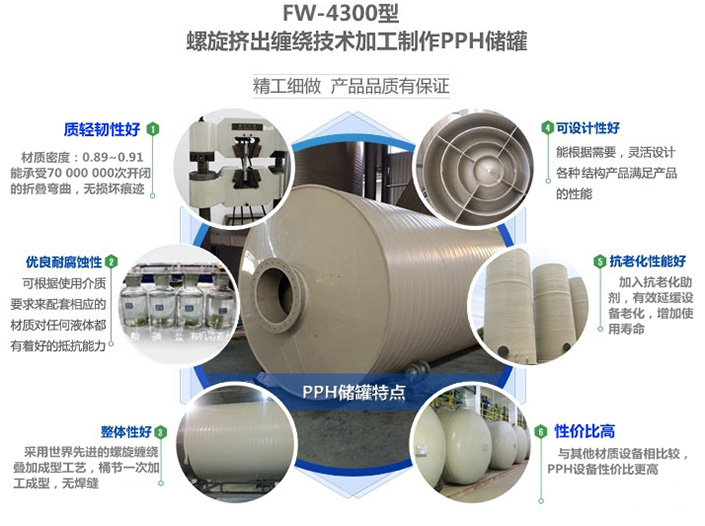
pph立式儲罐成型工藝采用螺旋擠出纏繞(rào)技術,品質(zhì)達到國際(jì)先進水平(píng),主要工序有罐體擠出纏繞、外部焊接、內縫(féng)焊接、管口安裝(zhuāng)等。
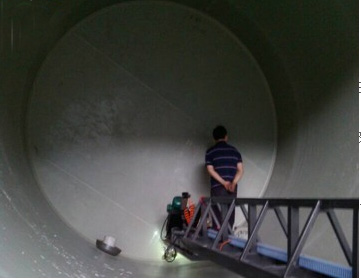
一、罐體擠出纏繞製作
罐體(tǐ)碰焊就是用PPH螺旋擠出纏繞機組使PPH顆粒料加工成罐體成(chéng)型的(de)工藝。係統采用將(jiāng)PPH顆粒熱熔後擠出後再鋼製模具(jù)上纏繞成罐體的(de)工藝。

|
擠出纏繞的優點:
◆生(shēng)產效率(lǜ)比(bǐ)手工的高5-8倍
◆產品整體(tǐ)性好,無接縫,抗腐蝕、耐滲漏性好
◆產品平(píng)整美觀,實現罐體上薄下厚,降低價格
◆產品(pǐn)尺寸、形狀不受限製
◆產品為顆粒料加工成(chéng)型,抗老化性能好
|
二、外部焊接製(zhì)作
外部焊接就是用(yòng)進口自動擠出焊接機組使(shǐ)儲罐應力最大部位(wèi)實現大焊縫一次焊接成型(xíng)的工藝。將與罐體性質相同的全新(xīn)PPH顆粒料熱熔在大焊(hàn)縫處(chù),與罐底、罐體成一體。

|
底部焊接工藝特(tè)點(diǎn):
◆機械化、自動化(huà)程度最高,產品質量穩(wěn)定
◆可按製品承受應力特點來設計(jì)焊縫規格,使之充分發揮焊縫的整體性
◆產品整體性好,焊縫與母體一體,抗腐蝕、耐滲漏性(xìng)好
◆可減少飛邊,接(jiē)縫平整美觀
◆在PPH顆粒(lì)料中添加紫外線(xiàn)吸收劑,防止(zhǐ)老化,延長了使用壽命。
|
三(sān)、內部(bù)焊接製作
內部焊接是采用自動長臂(bì)擠出焊(hàn)接工藝(yì),是所有(yǒu)工序中最重要的一步。將與罐體性質相同的全新PPH顆粒料熱熔(róng)在內部焊縫處,與罐底、罐體成(chéng)一體,原(yuán)理與外部焊接相同,隻是(shì)其設備不同。
|
內部焊接(jiē)工藝特(tè)點:
◆機械化、自動化程度高,產(chǎn)品質量穩定
◆可按製品承受應力特點來設計焊縫規(guī)格,使之充(chōng)分(fèn)發揮焊縫的整體性
◆產品整體性好,焊縫與母體(tǐ)一體,抗腐蝕、耐(nài)滲漏性好
◆可減少飛(fēi)邊,接(jiē)縫平整美觀
◆在PPH顆粒料中添加紫外線吸收劑,防止老(lǎo)化,延長了使用壽命。
|
四、管口安(ān)裝製作
管口安裝是最後一道工序,等同於底(dǐ)部焊接的縮(suō)小版本,就是用進口小型自(zì)動擠出焊接機組,將接管與法蘭焊接成型(xíng),再采用開孔(kǒng)器在罐體上開相應尺寸的口徑,最後采用德國MUNSCH手提擠出焊接。

|
管口安裝工藝(yì)特點:
◆機械化、自動化程度最高(gāo),產品質量穩定
◆管口焊縫與罐體(tǐ)一體,焊接強(qiáng)度高
◆可減少飛邊,焊縫平(píng)整美觀
◆在聚丙烯(xī)顆粒料中(zhōng)中添(tiān)加紫(zǐ)外線吸收劑延長了使用壽命(mìng)。
|
|
聚(jù)丙烯(PPH)性(xìng)能表
|
|
|
|
|
|
|
項 目(mù)
|
典型值
|
單位
|
測試方法
|
|
密度
|
905
|
㎏/m3
|
ISO 1183
|
|
熔(róng)流率(230℃/2.16㎏)
|
0.3
|
g/10 min
|
ISO 1133
|
|
熔流(liú)率(190℃/5.0㎏)
|
0.6
|
g/10 min
|
ISO 1133
|
|
屈服應力(50㎜/min)
|
36
|
MPa
|
ISO 527-2
|
|
屈服變形(50㎜/min)
|
10
|
%
|
ISO 527-2
|
|
抗張模量(1㎜/min)
|
1650
|
MPa
|
ISO 527-2
|
|
Charpy衝擊強度,開槽(+23℃)
|
7
|
KJ/㎡
|
ISO 179/1eA
|
|
開槽(-20℃)
|
2
|
KJ/㎡
|
ISO 179/1eA
|
|
維卡軟化溫度B(50N)
|
95
|
℃
|
ISO 306
|
|
高密度聚乙烯(HDPE)性能(néng)表(biǎo)
|
|
|
|
|
|
|
|
|
|
|
|
項(xiàng) 目
|
典型值(zhí)
|
單位
|
測試方法
|
|
密度(基本樹脂)
|
950
|
㎏/m3
|
ISO 1183/ISO 1872-2
|
|
密(mì)度(化合物)
|
960
|
㎏/m3
|
ISO 1183/ISO 1872-2
|
|
熔流率(190℃/2.16㎏)
|
<0.1
|
g/10min
|
ISO 1133
|
|
熔(róng)流率(190℃/5.0㎏)
|
0.25
|
g/10min
|
ISO 1133
|
|
拉伸屈(qū)服應力
|
25
|
MPa
|
ISO 527-2/ISO 1872-2
|
|
斷(duàn)列伸長率(lǜ)
|
>600
|
%
|
ISO 527-2/ISO 1872-2
|
|
Charpy衝擊強度,開槽(0℃)
|
16
|
KJ/㎡
|
ISO 179/1eA
|
|
蕭氏硬(yìng)度(dù)(Shore D)
|
60
|
|
ISO 868
|
|
碳黑含(hán)量
|
≥2
|
%
|
ASTM D 1603
|
|
脆化溫度
|
<-70
|
℃
|
ASTM D 746
|
|
耐環境應力開裂(10% lgepal),F50
|
>10000
|
h
|
ASTM D 1693-A
|
|
熱穩定性(210℃)
|
≥15
|
min
|
EN 728
|
|
材料選擇(zé)
|
|
|
|
|
|
|
1)耐腐蝕性能(耐化學性能) PPH/HDPE是一種非極性塑料,化學性能(néng)穩(wěn)定,除強(qiáng)氧化酸(suān)(發煙硫酸、濃硝酸)和對其有軟(ruǎn)化或溶脹作用的(de)有機化合物外,大(dà)部(bù)分化學介質均可儲存。
|
|
2)耐熱性(xìng) PPH軟化溫度為150℃,可在100℃下安全長期使用。 HDPE的軟化溫度100℃,可在60℃下長期安全使用。
|
|
3:PP和PPH的塑料性(xìng)能(néng):主要是他(tā)們的熱膨(péng)脹係數
|
|
3)焊接性能(néng)好(hǎo),同材質產品可采用多種方法焊接,焊接係數(shù)可達0.9以上; 焊接質量好,焊縫強度與母體強度基本相同。
|
|
4)產品壽命長(zhǎng),正確的(de)使用,壽命可超(chāo)過20年;苛(kē)刻條件下也能保證使用(yòng)10年以上。
|
|
5)無毒、衛(wèi)生、環保,可儲存食(shí)品類物質,材料可回收利用。
|
|

